电渗析(ed),作为膜分离中发展较早的分离技术,是在电场作用下,以电势差为驱动力,利用离子交换膜对料液进行分离和提纯的一种高效、环保的分离过程。
1956年,v. j. frilette发现在电渗析膜面上形成的钙镁垢是由膜面上的水解离造成的,从而首次提出利用双极膜(bpm)促进膜中水解离现象的想法。
随着膜分离技术和膜材料的发展,出现了由阴阳离子交换层和中间界面催化层复合而成的双极膜材料。其与传统电渗析结合构成的双极膜电渗析(bmed)技术在近年来得到了迅速发展,成为了ed工业发展的新增长点。
bmed是由bpm、阴离子交换膜(aem)、阳离子交换膜(cem)等基本单元按照一定的排列方式组合而成的。在电场作用下,双极膜中的h2o快速解离为h+和oh-,将盐溶液转化为酸和碱。
近年来,bmed多用于清洁生产、资源回收利用、污染零排放中,同时作为新兴的绿色技术,bmed与其他化工技术正朝着集成化的方向发展。
本文从bmed的基本工作原理出发,回顾bmed技术的发展过程,并总结其近年来在酸碱生产、资源分离和污染控制等方面的研究和应用进展,最后根据目前双极膜应用中存在的问题探讨其研究的重点和未来发展的方向。
01 双极膜电渗析
1.1 bmed的工作原理
bmed运行时,在电场作用下离子进行定向迁移,当双极膜中的离子都迁向主体溶液时,中间层的水会解离产生h+和oh-对电流进行负载。
然而双极膜中发生的水解离现象不同于通常的水解离,研究者们对其解离的过程机理开展了大量的理论研究,但限于过程的复杂性,目前还没有达成统一的结论。根据水在双极膜中间层解离过程的不同,主要提出3种解释水解离机制的物理模型,见图 1。
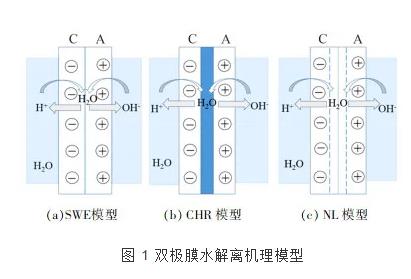
swe模型认为,在电场作用下,双极膜中间层(阴阳离子尖锐结合区)会因离子迁移而出现薄的无离子区域,认为水解离发生于此。h2o的解离跟弱电解质在高压条件下的解离过程相同,h+和oh-的产生速率为h2o的解离速率,解离常数与电压成正相关;
在swe模型的基础上,为了解膜上荷电基团对水解离的影响,进一步提出化学反应模型(chr),该模型认为由膜基质中的羧酸基、叔胺基和膜内的金属离子等影响水解离速率的现象可知,膜上固定基团通过质子化反应进行水解离产生h+和oh-,且解离更易发生在aem侧;
为解释双极膜中间层较大的能量消耗,提出中和层模型(nl),结果发现,双极膜的aem、cem界面处存在中和层区域,水解离发生在电荷区和电荷与中和层区域的界面处。
以上提出的水解离物理模型具有一定的假设和适应范围,存在局限性。swe模型仅适应电压为107~108 v/m的体系,且假设了双极膜中间层是尖锐结合而成的结构;chr模型考虑了双极膜的实际结构和膜上荷电基团会使水发生解离,但无法解释与swe模型计算出的数值间较大的差距;nl模型只能用于明显存在中和层的体系。
因此下一步要加深对双极膜水解离理论的研究,完善水解离理论工作曲线,建立有实际应用价值的物理模型。对水解离机制的探索,有助于改善双极膜的制备工艺,优化双极膜性能。
1.2 bmed的发展历程
随着水解离机制理论研究的深入,双极膜的制备工艺也从简单到复杂,性能从差到优异。
1950年,w. juda用离子交换树脂粉、高分子材料制备出离子交换膜,作为膜的正式发展开端。
从1956年v. j. frilette提出双极膜概念到20世纪80年代,双极膜的制备采用将阴阳离子交换膜压制到一起的压制法,操作简便,但解离电压过高,无法用于商业化使用。
从20世纪80~90年代,通过在阴/阳离子交换膜上浇铸阳/阴离子层制备单片型双极膜,电流效率得到提高,双极膜逐渐被使用,并向商业化方向发展。
从20世纪90年代开始,双极膜结构发生了较大改变,带有中间催化层的“三明治”结构出现,使解离电压大幅度降低,双极膜性能得到快速的提升。
特别是近些年,研究者们致力于制备催化性能和亲水性能优异的双极膜中间层使界面区域电阻最小化。
bpm与aem、cem组成的bmed的装置构型从简单的二隔室发展为三隔室,由b-c-b或者b-a-b组合成的二隔室和由b-a-c-b构成的三隔室bmed。见图 2。
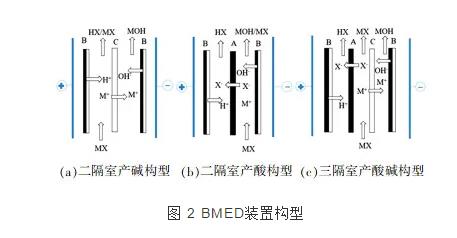
二隔室设备体积小、能耗低;三隔室膜堆多、能耗高,但其cem、aem不与酸碱液直接接触,制备的酸碱纯度更高,电流效率更高,膜的使用寿命更长。
如今bmed的装置构型以使用三隔室为主,但在应用生产时需要综合考虑工艺的需求和经济效益,选择最合适的装置构型。
02 bmed的应用进展
2.1 酸碱生产
bmed分离技术逐步取代传统的沉淀制备工艺,使酸碱生产的工业化发展迅速。产物收率高,且无废液废渣对环境造成污染。
在酸碱生产过程中,选择最适于bmed运行的装置构型也成为提高经济效益的关键一步。
在研究无机酸碱生产时,kaixuan yan等利用三隔室构型bmed从nah2po2中回收h3po2,考察电流密度、初始碱室的浓度等因素对h3po2收率的影响,结果表明,当电流密度为18 a/cm2,产生的h3po2浓度达到1.03 mol/l,nah2po2的转化率达66.4%,且三隔室生产的h3po2纯度较高,能耗较低,无二次污染。
ya li等在模拟氯化铵生产无机酸和碱时,发现与三隔室bmed相比,两隔室的hcl浓度增长的速率更高,能耗更低。
在探讨有机酸碱生产中,侯震东等选用三隔室bmed生产高纯度四甲基氢氧化铵(tmah),当原料液浓度为1.5 mol/l,电流密度为140 a/m2时,tmah收率为96.8%。
xiaohe liu等通过二隔室bmed生产水杨酸,经过2种构型的运行比较发现,二隔室是经济效益最高的构型。该结构运行过程中,电流效率最高达99.6%,能耗最低为2.1 kw·h/kg。
综上所述,二隔室更多适于弱酸碱的生产,而三隔室构型则更多适于处理高盐废液和其他化工生产过程。
除了通过选择装置构型提升经济效益外,酸碱清洁生产时对实验中操作条件的调控,如电流密度、原料液浓度、酸碱室的初始浓度、各室的体积流量比等均会对bmed工艺中的电流效率、收率、能耗等产生影响,且影响因素的权重有所不同。
在实验中设计正交试验或响应曲面试验进行探究,能够确定主要影响因素并寻找各因素间的最佳组合以提高生产效率。
2.2 水处理过程中的污染控制
随着国务院下发“水十条”的逐步落实,工厂的废液实现零污染排放受到社会的广泛关注,如燃煤电厂、化肥厂等电力、化工产业均会产生大量含盐废水,严重制约了废水零排放的进程。
与处理较纯净的体系相比,在处理对环境造成污染的体系时,差异是要将污染物经过bmed的运行更多地转化为可使用资源,实现污染控制。
min xia等利用bmed处理电厂脱硫废水以保证废液零排放,同时得到浓度1.0 mol/l以上的酸碱溶液,得到的碱可用于脱硫废液的预处理,代替石灰石作为脱硫剂使用,在绿色排放的同时提升了经济效益。
化肥厂产生的大量nh4cl废液,直接排放会导致水体营养化。用bmed处理nh4cl废液得到hcl和氨水,返回用于化肥生产工艺,实现资源循环利用。
beiyan chen等处理分子筛生产中排放的大量含钠废液,利用bpm中水解离特性,对分子筛中的钠进行去除并回收naoh。与传统的铵离子交换法相比,bmed工艺简单、实现清洁生产,是一种新型的分子筛除钠方法。
农药厂为了实现更好的水资源管理,急切需要对草甘膦等废水进行再生利用。wenyuan ye等采用bmed技术对草甘膦进行回收,结果表明,其回收率可达98.2%,得到的naoh同时作为co2的吸收剂,用于缓解温室效应。
城市化的日渐发展,垃圾场渗透液的累积也需要进行处理,引入bmed技术处理渗透液并生产酸碱,可提供给对酸碱品质要求不高的工厂使用,是一项对环境友好的分离技术。
相比其他分离方法,bmed在处理工厂排放的废液时,可以将固体盐更好地资源化利用,降低厂内酸碱需求的成本。但处理过程中发现膜电阻增加、膜通量下降,发生的膜污染现象使能耗增加、电流效率降低。所以未来如何控制膜污染问题是bmed用于污染控制领域所要解决的首要问题。
2.3 新型分离过程
将bmed与其他化工技术结合可以形成新型分离过程,利用bmed具有的独特优势,可以为其他领域中待解决的问题提供新的契机。
bmed与微生物燃料电池工艺进行结合,bmed维持了细菌生存的ph环境,生产的碱用于优化沼气成分(co、h2s),同时现场产碱减少了运输碱的费用。
燃料电池与bmed技术的结合,为能源的发展拓展了新方向。在生物制氢方面,jing tang等提出一种集成发酵制氢和产物分离为一体的生物制氢系统,见图 3。
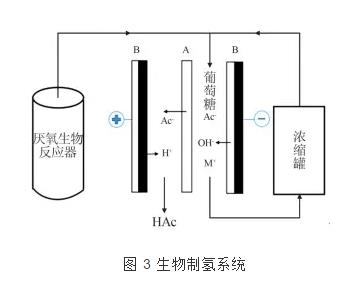
该系统将厌氧生物反应器与bmed、浓缩罐进行组合,在厌氧生物反应器中对微生物进行乙醇型发酵,bmed处理发酵液中的醋酸盐以制备醋酸,同时及时对其分离,可以提高系统的产氢能力。
bmed的加入促进了发酵制氢的产品分离,也提高了废液中葡萄糖的回收利用率,二者的耦合为实现高效产氢提供了一种新思路。co2捕捉技术与bmed耦合处理高盐含苯胺的废液,实现在脱盐的同时回收co2,苯胺的去除率达到98.68%,成功实现绿色排放且贮存温室气体co2。
此外,binglun chen等提出用双极膜选择性透析法(bmsed)处理反渗透浓缩卤水,选择性透析(sed)和bmed过程结合处理卤水,得到高纯度的酸碱并实现环保排放。
s. s. melnikov等将bmed与电渗析浓缩器结合从na2so4中生产高浓度的h2so4,用两级方案进行回收,提高电流效率,降低浓h2so4中杂质盐离子浓度。
jiuyang lin等将超滤法与bmed工艺结合,从高盐纺织废水中提取染料,实现了酸碱的生产和纯水的再生。
03 bmed在工艺应用上的挑战
现在bmed发展过程中所面临的挑战主要有以下两点:(1)膜污染;(2)离子泄漏。
针对目前存在的问题,本研究将分别进行探讨并提出解决方法。
在bmed的应用发展中,如果不对膜污染问题进行调控,则会成为bmed工业化过程中的瓶颈。膜污染的存在使bmed设备加速老化,膜电阻增加且导致能耗升高,经济效益降低。
目前的污染类型可分为三类:无机污染、有机污染、生物污染。无机污染由ca2+、mg2+或者高价态金属离子因极化作用导致过饱和析出形成。
有机污染由有机物与膜官能团间的亲和作用、电荷间的静电作用、有机物间的几何作用形成沉积物造成。另外随着生物技术与膜分离过程的耦合,细菌和微生物的生长使膜上的生物污染日益严重。
通过对膜污染影响因素进行调控以减轻膜污染程度:
(1)对污染物进行改性,j. s. park等在原料液中加入不同电性的聚合物,使其与污染物结合,通过对zeta电位值的控制减轻污染;
(2)对膜表面进行改性,通过添加修饰成分(如纳米颗粒)改变膜的亲水性能、荷电性和粗糙度;
(3)提前对原料液进行预处理,通过氧化还原、沉淀反应等化学法减少离子浓度,也可通过前期的混凝、过滤等物理法处理;
(4)改变bmed运行中的操作条件,y. w. berkessa等对进料液ph、原料液浓度、进料速度等因素进行探究,以缓解离子膜的污染。
bmed运行时会发生离子泄漏现象,盐离子与h2o结合成水合离子的形式,随着水的流动迁移到酸碱室。酸室的h+会泄漏到盐室,盐室中的h+也会继续迁移泄漏到碱室,同样oh-也发生类似的迁移过程。
实验过程中发现h+通过aem更加容易,焦阳等了解到h+的泄漏问题与膜电阻有关。在bmed运行过程中,如果离子泄漏问题不及时采取措施控制,将会降低产出酸碱的纯度,影响产品质量。
目前采取以下3种方法减轻离子泄漏程度:
(1)使用性能优异的阻酸膜,阻挡h+的迁移;
(2)通过控制膜堆电压、电流密度、盐室溶液的ph,或者在制备双极膜时适当增加双极膜厚度改变膜电阻;
(3)在三隔室构型中加入阴离子交换膜,降低h+与其他阳离子的竞争迁移,减轻离子泄漏的程度。
04 总结与展望
bmed工艺因其具有可实现清洁生产、零污染排放、提升经济效益等优点,近年来在酸碱生产、环境保护等领域受到越来越多的关注。特别是bmed与其他技术的集成化,将会成为之后应用发展的趋势。但bmed存在一些制约其发展的问题:双极膜制备成本较高,在运行过程中存在膜污染、离子泄漏等问题。
下一步探究的重点:寻找新型膜材料、改善膜制备工艺、对工艺过程中的操作条件进行调控。以降低双极膜成本、减轻膜污染和离子泄漏等问题为目标,进一步加快双极膜工业化进程。
来源:北极星水处理网